鼓形齿式联轴器齿面磨损原因及维护
2025-05-23
鼓形齿式联轴器因其齿面为鼓形设计,允许较大的角向和径向偏差补偿,但齿面磨损仍是其常见失效形式之一。下述是齿面磨损的原因分析及维护保养方法,可作为参考。
一、齿面磨损的主要原因
1、润滑失效
润滑不足:油脂干涸或未及时补充,导致齿面直接摩擦(润滑脂寿命通常为3~6个月)。
污染劣化:粉尘、水分或金属颗粒杂质等侵入润滑剂,形成磨粒磨损(磨损速率可提高3~5倍)。
2、安装与对中误差
角度偏差超限:鼓形齿允许的角向补偿通常≤1.5°,长期超限运行会导致齿面单边磨损。
轴向预紧不当:过大的轴向预紧力会增加齿面接触应力,加速疲劳点蚀。
3、载荷与工况问题
过载或冲击载荷:瞬时过载(如超过额定扭矩1.5倍)会导致齿面塑性变形或断齿。
高频微动磨损:振动或频繁启停导致齿面微小滑动摩擦,产生氧化磨损(常见于伺服系统)。
4、环境因素
高温:油膜破裂(温度>80℃时润滑脂易流失),加速干摩擦。
腐蚀介质:酸/碱环境导致齿面腐蚀,降低表面硬度。
5、设计/制造缺陷
齿面硬度不足:未达到HRC 58~62的硬化层要求,耐磨性差。
鼓形齿廓误差:齿面接触区未均匀分布(理想接触面积应≥70%)。

二、保养与维护措施
1. 优化润滑管理
润滑剂选择:
高温工况选用合成润滑脂(如聚脲基脂,耐温可达180℃)。
重载环境使用含极压添加剂(如MoS2或石墨)的润滑脂。
润滑周期:
常规工况每3个月补充润滑脂,重载/高温工况缩短至1~2个月。
采用自动润滑系统(如单点润滑器)确保持续供油。
清洁维护:每次润滑前清理旧油脂及污染物,避免磨粒残留。
2. 严格控制安装精度
对中校准:
使用激光对中仪控制安装误差(角向≤0.5°,径向≤0.1mm/m)。
热机后复检对中(补偿设备热膨胀导致的偏移)。
轴向间隙调整:保留0.2~0.5mm的轴向游隙,避免过紧装配。
3. 工况监测与负载控制
扭矩监控:安装扭矩传感器,确保运行扭矩不超过额定值的80%。
振动分析:定期检测振动频谱,若高频成分(如1~5kHz)异常,提示齿面磨损。
温度监测:外齿套表面温度>70℃时需停机检查润滑状态。
4. 改进设计与材料
齿面强化:采用渗碳淬火+齿面喷丸处理,表面硬度提升至HRC 60~62。
涂层技术:喷涂类金刚石(DLC)涂层,摩擦系数降低50%~70%。
弹性元件升级:在联轴器中集成橡胶或聚氨酯缓冲环,吸收高频冲击(降低齿面动载荷30%)。
5. 环境防护
密封改进:采用多层迷宫密封+氟橡胶唇形密封,防尘防水等级达IP67。
防腐处理:对齿面进行磷化或镀镍处理(耐盐雾>500小时)。

三、维护周期建议
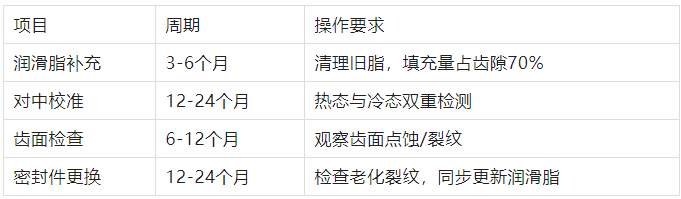
上述维修周期仅作为建议,还需依据现场实际情况进行缩短或延长。
鼓形齿式联轴器的齿面磨损可通过 “精准润滑+严格对中+工况监控+材料升级” 综合控制。实际应用中需结合具体工况制定维护计划,例如:重载冲击环境:侧重润滑频率和缓冲设计;腐蚀性环境:强化密封与防腐涂层;高精度传动:优先保证安装对中精度。定期维护可延长寿命至原设计的2~3倍,明显降低非计划停机风险。
来源:控能动力科技
(版权归原作者或机构所有)

